Misure efficaci per risolvere il trasferimento del rivestimento in alluminio
Il modo corretto per risolvere il trasferimento del rivestimento in alluminio: garantire l'adesione qualificata tra il rivestimento in alluminio e il substrato e ridurre lo stress tra ciascuno strato di laminazione.
Soluzione | Operazione |
Garantire l'adesione qualificata tra il rivestimento in alluminio e il substrato | Testare l'adesione del rivestimento in alluminio: utilizzare il nastro 3M e il sigillo termico EAA per il test pre-utilizzo |
Ridurre lo stress tra ogni strato di laminazione | |
Controllare adeguatamente la tensione | |
Utilizzare l'adesivo correttamente |
(1) Garantire l'adesione qualificata tra il rivestimento in alluminio e la pellicola di base
Scegliere il rivestimento in alluminio con migliore adesione è una misura efficace per risolvere il problema del rivestimento in alluminio.
Nella produzione effettiva, la pellicola metallizzata migliorata verrà selezionata per risolvere il difficile trasferimento del rivestimento in alluminio. Ad esempio, quando si produce una pellicola VMPET migliorata, la pellicola PET con trattamento di rivestimento chimico viene utilizzata come pellicola di base per migliorare l'adesione dello strato di rivestimento in alluminio. Ma in questo caso il costo è molto più alto. Quindi, per l'imballaggio generale, dobbiamo prima verificare se la qualità della pellicola metallizzata che abbiamo acquistato è qualificata e conforme agli standard.
(2) Per ridurre lo stress interstrato dei laminati,si suggerisce di migliorare i seguenti due aspetti:
① IOstress interno generato dallaminatotensione
Controllare la tensione laminata: evitare lo stress meccanico causato dalla mancata corrispondenza della tensione esercitata su due substrati durante la laminazione. Se il film laminato lo è"aggraffato"è un metodo diretto per determinare se la tensione laminata è adattata. Ciò significa posizionare il campione laminato senza polimerizzarlon il tavolo per il taglio trasversale. Se la pellicola laminata si arriccia in qualsiasi direzione, significa che la tensione in quella direzione è elevata e che c'è una tensione elevata"sollecitazioni meccaniche"nella laminazione.
Prestare attenzione al tasso di ritiro a caldo del film laminato stesso:
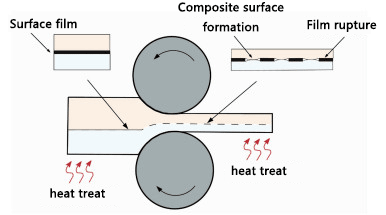
Nel successivo processo di trattamento termico, diversi film di base genereranno tassi di contrazione diversi alle corrispondenti condizioni di temperatura di trattamento, che causeranno stress da contrazione termica.
Esistono due modi per testare il tasso di contrazione termica del film laminato:
• Condizioni di test di calore secco: mettere la pellicola nella condizione di calore secco a150~200℃ e conservarlo a temperatura costante per 5 minuti, quindi testare e confrontare le variazioni di ritiro prima e dopo.
• Condizioni di prova dell'acqua calda: mettere la pellicola nell'acqua calda a100℃ per 5 minuti, poi toglilo. Testare e confrontare le variazioni di ritiro prima e dopo.
Pertanto, ridurre la crepabilità (stress meccanico e stress termico) del film laminato dopo averlo messo in macchina o indurito, può ridurre efficacemente il trasferimento del rivestimento di alluminio causato dallo stress tra i film.
② Forza di adesione e peeling
Generalmentepuò miglioraredai seguenti tre aspetti:
UN. Scegli il modello di colla con colloide morbido e prestazioni eccellenti a rridurre lo stress meccanico sull'alluminioRivestimento strato;
B. Temperatura di indurimento inferiore: migliora efficacemente il rapporto di ritiro dei materiali di laminazione e riduce lo stress sullo strato di rivestimento in alluminio;
C. Come utilizzare correttamente l'adesivo:
• Scegli adesivi con flessibilità ed estensibilità adeguate.
• Adottare le due opportunecolla per impacchi rapporto: quando la colla è pronta,ridurre ilquantità di agente indurente in modo appropriato, in modo da ridurre la reazione di reticolazione dell'agente principale e dell'agente indurente anche, con conseguente riduzione dila fragilitàe stressnellaminato film.
• Garantire l'uniformità del rivestimento e la quantità di colla: mantenere la quantità minima di colla, uniformarla sul film di base, evitare di generare macchie bianche e bolle durante l'inserimento in macchina, in modo da ridurre lo stress nel film laminato.
• Processo di rivestimento e incollaggio dell'alluminio: Soprattutto quando non c'è solvente, Usa il alluminio appropriatoRivestimento e processo di incollaggio per migliorare l'uniformità del rivestimento della colla e ridurre il rischio di macchie bianche.
• Processo di polimerizzazione: la polimerizzazione a bassa temperatura può essere utilizzata per ridurre l'influenza di un eccessivo stress interno causato dal ritiro ad alta temperatura della pellicola interna.